Tool Manufacture & Repair
Trinity's highly skilled and experienced team is able to offer a variety of tool manufacture and repair services.
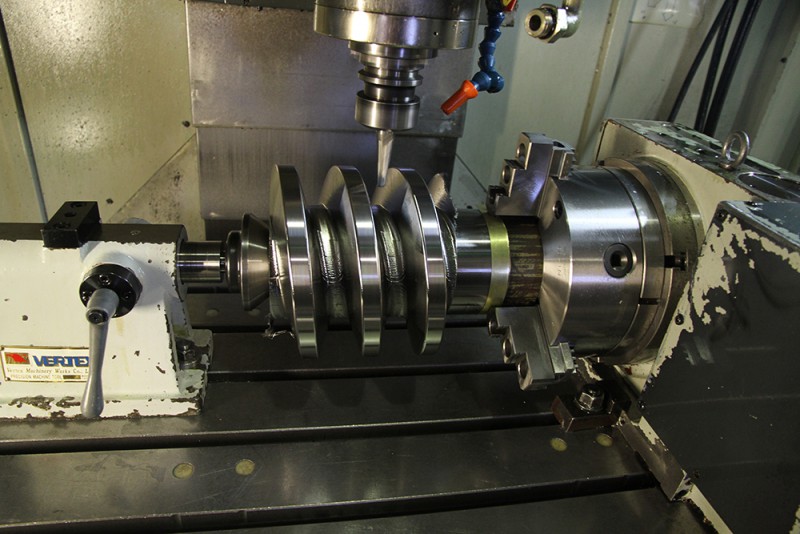
Manufacturing
Manufacturing is carried out at Trinity’s state of the art CNC machine shop. Commonly manufactured components include:
- Mandrels and housings (bearing, spline, hydraulic, knocker, valve and latch)
- Washpipes
- Drive shafts and torque shafts
- Crossovers and subs
- Restrictor sleeves
- Fishing tools
- Static mixer and mixer tubes
- Ratchet bodies
- Rotor adaptors, plugs and catchers
- Bearing adaptors
- Seal rings, caps and plugs
- Wear rings and couplings
- Collets
- Piston rods, booster rods and pistons
- Top and bottom cones
- Wear sleeves
For manufactured components we provide surface protection by means of thermal spray (high velocity oxygen fuel (HVOF), plasma spraying and twin wire arc spray), electro plating and heat treatment processes. The following table highlights the different coatings provided by each process:
| Hard Chrome Nickel Chrome Nickel Sulfamate Chrome Electroless Nickel Copper Zinc | Tungsten Carbide Nickel Chrome Ceramic Inconel Chromium Carbide Stellite |
Micro porosities formed during coating are filled by the densification process. Trinity provides densification using chemical sealants and baking which increase the life of the coating. Heat treatment services are also provided to increase life of these components. We provide the following services for surface protection:
- Induction Hardening
- Liquid Nitriding
- Tribox:QPQ Equivalent Process
- Hardening and Tempering
Repair
For these tools, repair is carried out based on customer requirements. Common repair processes include the following:
- Replacing of old coatings
- Re-chasing or re-threading of rotary connections
- Modification and resizing of damaged tools
- Weld repair and stress relieving
- Heat treatment
In certain cases the electroplated material is replaced with thermal spray when the depth of pitting on the original component is found to be higher than the recommended chrome layer thickness.
-

Tool Manufacture
-
Tool Repair
-

Tool Manufacture
-

Tool Manufacture
-

Tool Manufacture