High Speed Engines
Trinity has a department dedicated to the servicing of high speed engines. The engine servicing department works with reputed OEMs such as Caterpillar, Cummins, Komatsu and Detroit Diesel among others. We are able to undertake repairing and reconditioning of almost any petroleum or diesel engine. We have repaired 2 and 4 stroke engines ranging from 1 cylinder to 16 cylinders. The department has various machinery to service the following engine components which may be damaged due to wear and tear:
- Cylinder Head
- Engine Block
- Crankshaft
- Camshaft
- Connecting Rods
In addition to various services for each of the components above, this department provides pressure testing for engine block and cylinder head to guarantee workmanship for the repairs completed.
Cylinder Head
For the cylinder head, we first perform pressure testing to determine any cracks that may be present. Cracks are repaired by metal stitching (cold repair) or other suitable methods. This is followed by replacing of injector sleeves, valve guides, valve seats and surface grinding as per OEM specification.
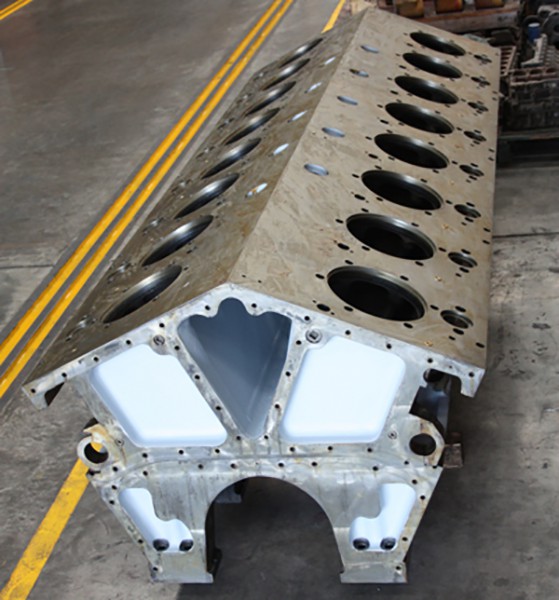
Engine Block
For the engine block, we provide pressure testing to determine any cracks that may be present. These cracks are repaired by metal stitching or fusion welding. This is followed by inspection of the main line bores for alignment/ovality. If required, we carry out main line boring to ensure that the alignment (ovality) of the bore is within OEM specification. We are able to provide honing for wet and dry liners. Additionally, as an alternative to purchasing a new dry liner, we can also manufacture them. For the engine block we also replace cam bushes. We offer crack sealing by fusion welding and metal stitching. We are also able to cast broken/cracked pieces of components and metal stitch them to the original components to provide an innovative repair solution for components. Our skilled metal stitching team is able to damage large cracks and substantial damage to the engine components as an alternative to welding, which would alter the structural properties of the component due to the heat generated during the welding process.
Crankshaft
Upon receipt of the crankshaft, the straightness is first checked and straightened with the help of a hydraulic press if required. The bend of the crankshaft must be within permissible limit. Grinding: Trinity offers cylindrical & eccentric grinding and polishing for crankshafts. Our machines are able to accommodate crankshafts with a length of 7.9 meters and a stroke of xx. Grinding is carried out on main journals and big end journals, with inspections at every stage of the process to ensure OEM quality standards are met. Buildup of Crankshaft Journals: Should the crankshaft journals become excessively undersized, we can build up the journals with a suitable material using thermal spray process. This is followed by grinding and finish polishing. Oil seal areas are commonly repaired in a similar manner.
Connecting Rods
Over time, connecting rods may become misaligned and damage may be caused to its two bores. We provide repair methods for both bores to improve the life of the component. Parent Bore Repair: The parent bore of the connecting rod is repaired by machining the mating surfaces of the caps. This forms an undersized parent bore after which is machined to its original size. Small End Bush: Damaged small end bushes are removed with the help of a hydraulic press followed by shrink fitting of new bushes. Follow this; the small end bush is machined to OEM specifications. We are also able to manufacture the small end bush for replacement if required.
-

High Speed Engines
-
High Speed Engines